 English
English 中文简体
中文简体



联系信息
-
 浙江省宁波市江北区望山路28号
浙江省宁波市江北区望山路28号 -
 13564796935
13564796935
获取报价
压铸模具工艺流程是怎么样的?
2024年07月25日
压铸模具工艺是金属成型领域的核心技术,其标准化流程包含以下关键环节:
1. 模具预处理
润滑处理:向模腔喷涂专用脱模剂(如水性石墨润滑剂),控制模具温度在180-300℃理想工作区间
温控管理:通过模温机预热模具至工艺温度,温差控制在±5℃以内
2. 熔融金属填充
低速阶段:以0.2-0.5m/s速度完成模腔90%填充,避免湍流产生气孔
高速阶段:切换至2-5m/s高速填充,确保轮廓成型完整
增压锻造:在金属冷却时施加10-175MPa压力,消除缩孔缺陷,使晶粒细化至ASTM 6-8级
3. 高压注射成型
工艺四要素控制:
▸ 压力:根据合金类型调整(铝合金通常80-120MPa)
▸ 速度:分段准确控制注射曲线
▸ 温度:熔体温度波动≤±3℃
▸ 时间:保压时间按壁厚计算(通常1-3s/mm)
4. 开模取件
冷却固化:依托模具热平衡系统,冷却速率控制在30-50℃/s
顶出系统:采用液压顶杆或机械顶针,顶出力≤铸件投影面积的0.5%
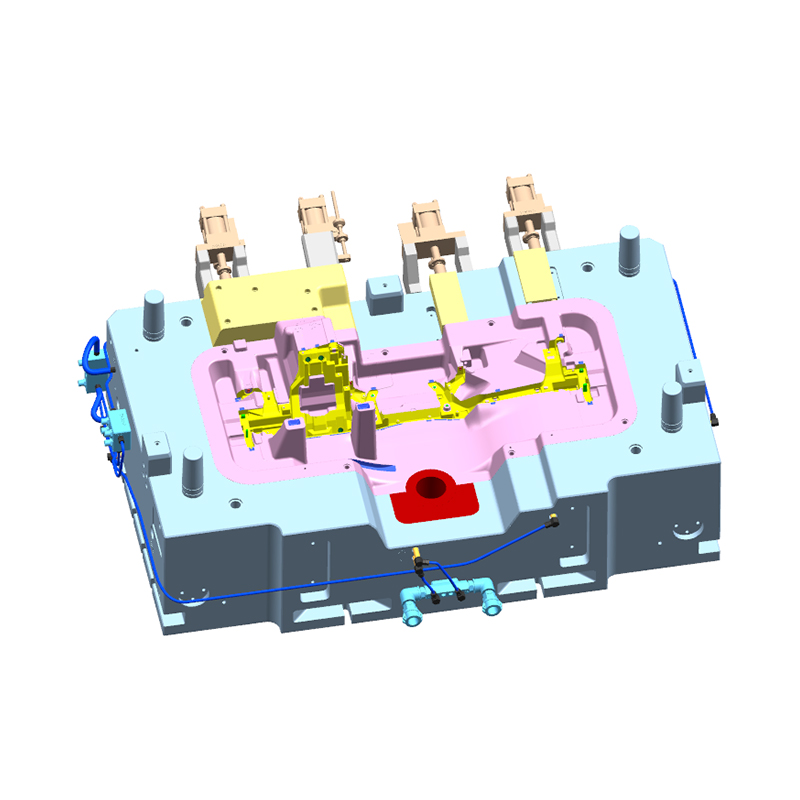
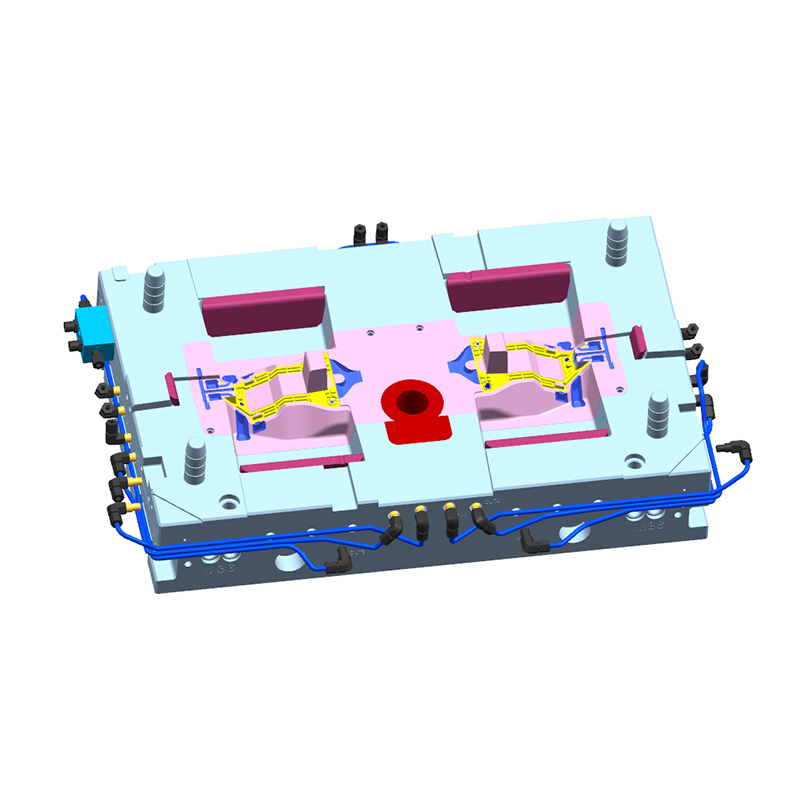
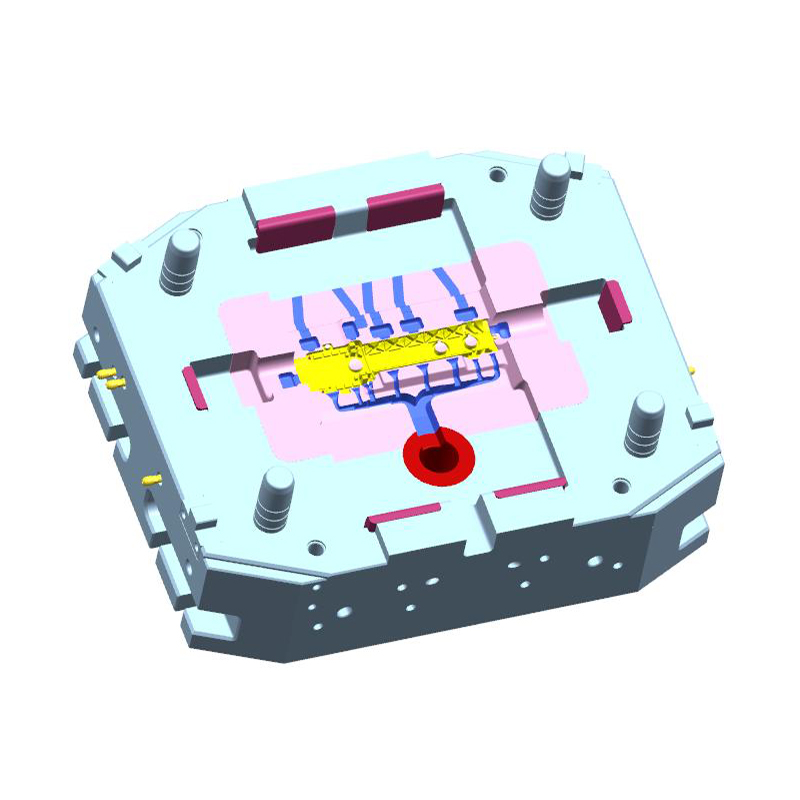
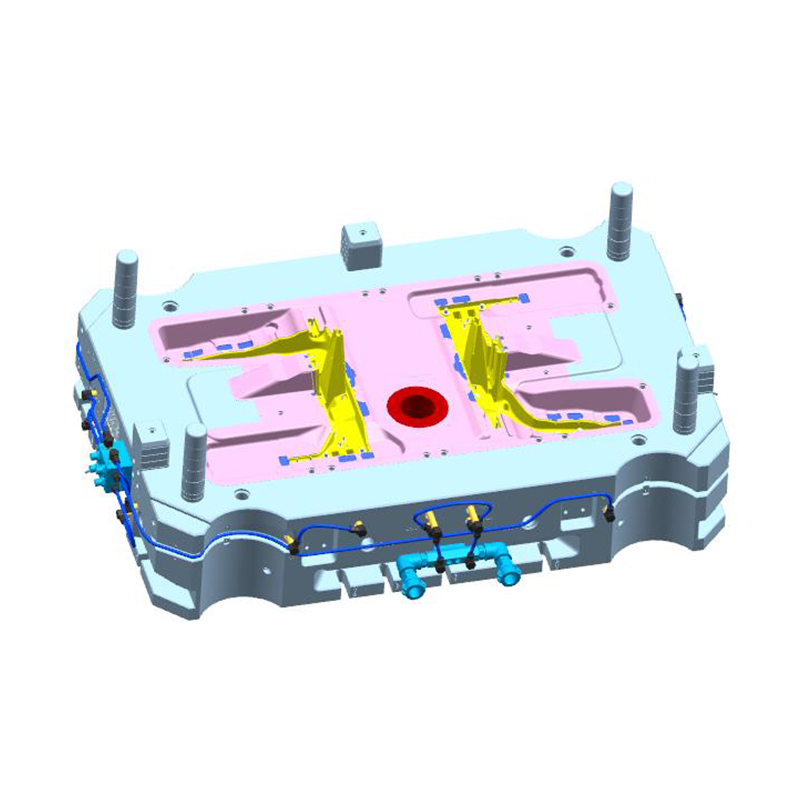
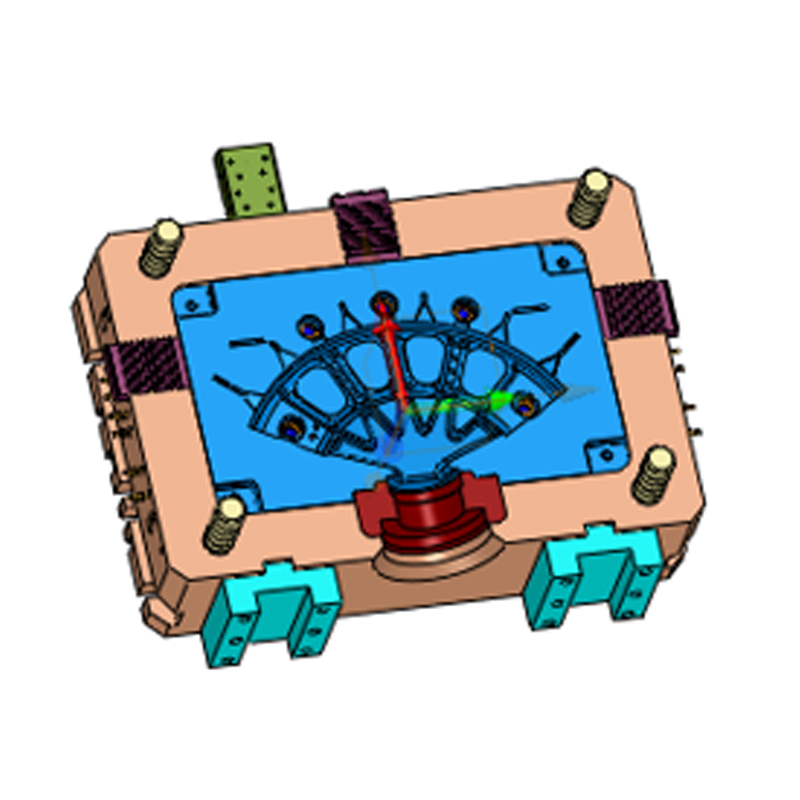
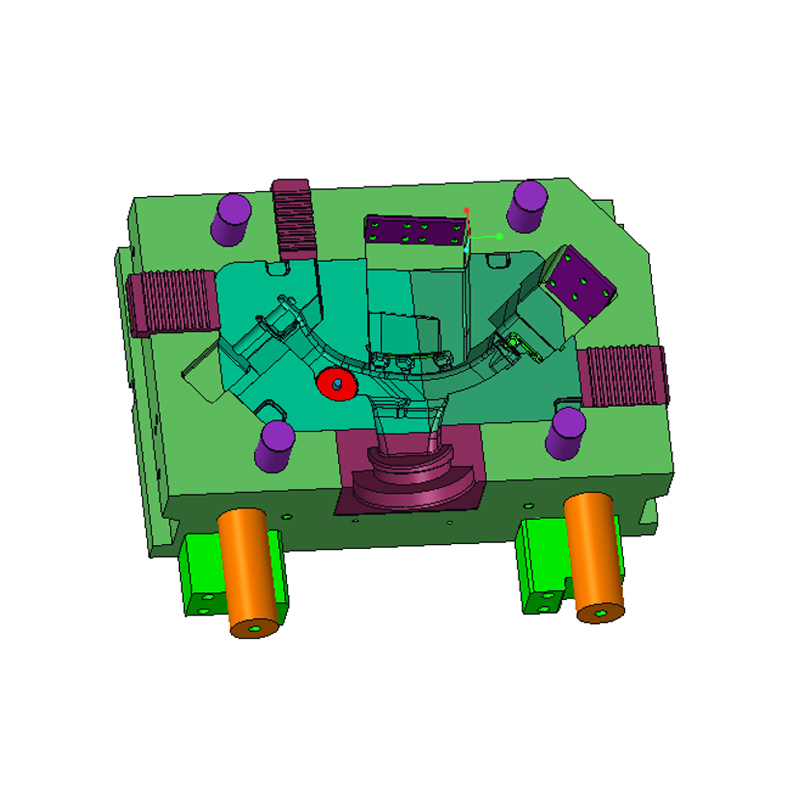
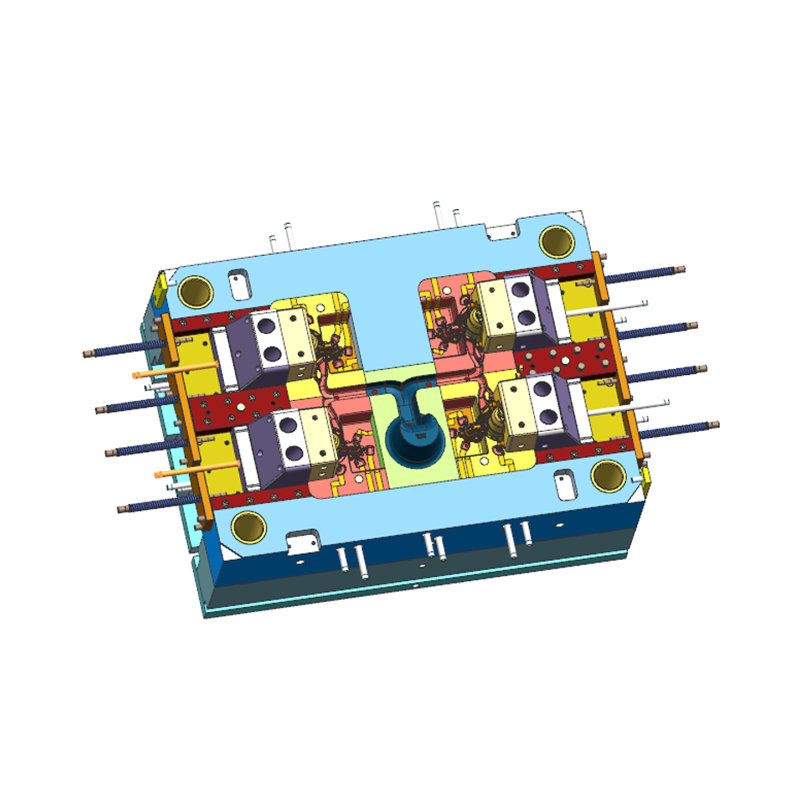
模具设计制造要点
结构组成:
成型镶块(H13钢,HRC46-50)
模架(标准龙记模架)
抽芯机构(斜导柱/液压缸驱动)
冷却系统(随形水路设计)
核心参数:
模腔表面粗糙度Ra≤0.8μm
分型面平面度≤0.02mm/300mm
导柱导向精度IT6级
浙江省宁波市江北区望山路28号
13564796935
版权所有 © 宁波喆瑞模具有限公司
